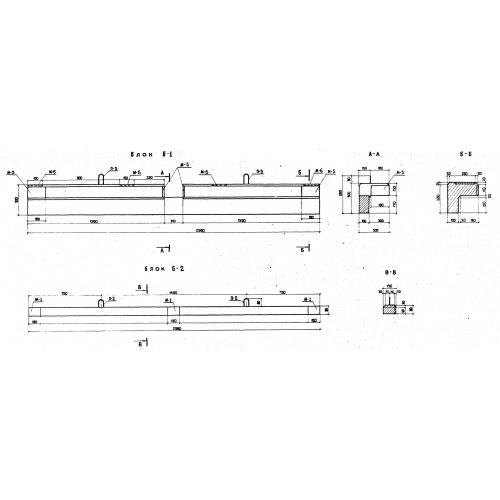
Блок карнизный Б 1 (3.503-12) � железобетонный элемент под перильные ограждения в мостовом строительстве. Блок разработан Г-образной формы, что позволяет его стыковать с другими конструктивными элементами. Карнизные блоки прикрепляют к плите пролетного строения путем сварки через накладные планки или уголки. При укладке мостового покрытия в месте сопряжения с блоками принято оставлять штрабу в 2-3 см., далее она заполняется герметиком ЦВА-2 или мастиками КБ-0.5, ТБ-0.5, Тм-0.5 по ТУ 38-3 и ТУ 339-66. Этими же мастиками или герметиком заполнят стыковочные швы блоков. Данное изделие изготавливается согласно Серии 3.503-12.
Расшифровка маркировки
Маркировка � это условное обозначение изделия при помощи комбинации цифр и букв. Как и для всех железобетонных изделий, для карнизного блока разработана своя маркировка. Рассмотрим ее подобнее Б 1 (3.503-12) где:
1. Б � буквенное обозначение элемента;
2. 1 � типоразмер.
Маркировка прописывается на каждом изделии, помимо нее также наносят дату выпуска и массу изделия в килограммах.
Материалы и производство
Выпускать карнизные блоки можно на специально оборудованном заводе или полигоне сборного железобетона. Формование изделий осуществляют в опалубочных формах из бетона марки 300 по ГОСТ 13015-67 и ГОСТ 10268-70. Марка бетона по показателям водонепроницаемости и морозоустойчивости принимается к конкретному проекту и прописывается в проектных документах. Армирование выполняется сталью класса AI, AII по ГОСТ 5781-61*. Перед бетонированием блоков все изделия материалы проверяют на соответствие надлежащему качеству. Металлические части изделий обрабатывают антикоррозийным покрытием. Бетонную поверхность, по которой возможно стекание воды, следует покрывать защитным слоем.
Блоки не поставляются заказчику, до проверки отделом технического контроля завода � производителя. В ходе проверки тщательно осматривается бетонная поверхность на ней не должно быть трещин и сколов, раковин, а также не допускаются ржавые и маслянистые пятна. Не должно быть бетонных обвалов с оголением рабочей арматуры. Защитный бетонный слой поверх арматуры должен составлять 20 мм. Закладные детали должны быть зачищены от бетонных наплывов. Контролируется расположение закладных деталей согласно рабочим чертежам. Проводят контрольные замеры геометрических параметров. Блоки, которые прошли проверку, снабжаются документом о качестве. Паспорт качества оформляется на бланке производителя, в нем прописывают:
- наименование и адрес производителя;
- марка бетона по морозостойкости и водонепроницаемости;
- марка бетона по прочности на сжатие и плотность;
- дата выпуска партии изделий;
- отпускная прочность бетона и его фактическая прочность.
Технический документ должен быть подписан лицом, ответственным за технический контроль производителя.
Транспортировка и хранение
Складирование карнизных блоков происходит на складе готовой продукции или специально оборудованных площадках. Изделия, которые не прошли проверку, и отправлены на ремонт, хранятся в отдельном месте. Температурный режим хранения не предусмотрен. Блоки укладывают в невысокие штабеля. При хранении необходимо обеспечить доступ для подъезда спец. техники. При транспортировании изделия следует надежно закреплять, чтобы не допустить их порчи. Комплекс погрузочно-разгрузочных работ производить с соблюдением техники безопасности. Следует исключить действия, которые могут привести к нарушению целостности блоков. Запрещается свободный сброс изделий и перемещение волоком.