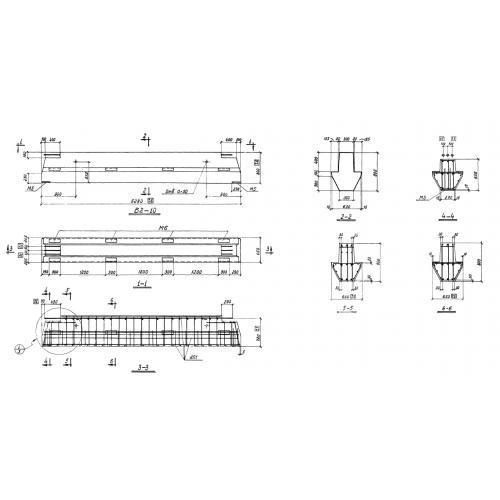
Ригель Б 2-10 (ИИЭ 23-3) по внешнему виду напоминает прямоугольную балку, которая в поперечном сечении имеет тавровую форму (в виде перевернутой буквы «Т»). На торцевых гранях элемента присутствуют арматурные выпуски, необходимые для сопряжения со смежными элементами каркаса. Также торцевые грани имеют небольшие скосы, придающие конструкции сбоку вид трапеции. Выступающие стороны тавра оборудованы закладными деталями.
Применяются индустриальные ригели для строительства этажерок с сеткой колонн 6х6м. Наличие в теле конструкций специальных полок позволяет опирать плиты перекрытий при возведении многоэтажных промышленных зданий. Конструкции могут иметь различное местоположение в каркасе (крайние, средние) и рассчитаны на эксплуатацию с колоннами, имеющими сечение 40х60 и 40х40см. Изделия запроектированы в качестве элементов поперечных рам с жесткими узлами, и способны выдерживать временные нормативные равномерно распределенные нагрузки на перекрытие 2000 и 2500 кг/м2. Постоянная нагрузка, с учетом собственного веса, взята на уровне 600 кг/м2. При разработках и расчетах учитывались требования СНиП II-В.I-62. Предел огнестойкости элементов составляет 1,5 часа.
Маркировочные обозначения
Наносимые на тело конструкций знаки приняты для отражения главных особенностей элементов. С их помощью можно легко подобрать под нужды типового проекта строительные материалы. Совокупность символов Б 2-10 (ИИЭ 23-3) имеет следующее значение:
1. Б - тип конструкции - ригель;
2. 2 - порядковый номер типоразмера изделия;
3. 10 - индекс, отражающий несущую способность.
Внесение произвольных корректировок не допустимо. Дополнительно могут отражаться масса, дата производства и штамп отдела технического контроля.
Особенности производства
Всю подробную информацию, связанную с процессом производства ригелей Б 2-10 (ИИЭ 23-3) можно узнать из страниц нормативного документа Серии ИИЭ 23-3. По требованиям регламента изготовление следует осуществлять из бетона марки М300 с использованием ненапрягаемого армирования.
В качестве рабочей продольной и поперечной арматуры используется горячекатаная сталь класса AIII с периодическим профилем. Производство закладных элементов осуществляется из сортового проката группы марок ВСт3 по ГОСТ 380-60. Из стержней при помощи кондукторов собираются пространственные каркасы, устанавливаемые в форму на специальные фиксаторы, позволяющее обеспечить проектное положение арматурных составляющих в соответствии с требования рабочих чертежей. Сварка стержней с сортовым прокатом должна выполняться электродами типа Э50А. Сварка закладных деталей друг к другу должна производиться электродами типа Э42.
В теле конструкций для строповки предусмотрено наличие двух отверстий, имеющих диаметр 50 мм. Для защиты лицевых поверхностей металлических закладных от ржавления при хранении и перевозке их следует обрабатывать цементным молоком.
Транспортировка и хранение
Складирование и перевозка железобетонных ригелей Б 2-10 (ИИЭ 23-3) должны осуществляться с учетом требований нормативной документации Серии ИИЭ 23-3 и правил по технике безопасности. Укладка должна производиться в рабочее положение с обязательным использованием инвентарных деревянных подкладок, размещаемых в районе строповочных отверстий. Максимальная высота штабелей не должна превышать двух метров. Дополнительно следует беречь от механических повреждений выступающие части конструкций. Важен поэтапный контроль на всех стадиях производства и работы с железобетонными конструкциями.